Laser in Vacuum Welding
Laser in Vacuum Welding can create deep and narrow seams with minimized heat input into the metal.
Warpage of the workpiece is significantly reduced or even avoided.
Applicable for magnetic materials.
Welding joins metals using high heat or pressure. In some applications high heat and high pressure melt the parts together.
Cooling of the molten material causes fusion.
Not all metals and alloys are weldable. The combination of different metals may pose challenges for weldability.
Laser welding technology (see below) covers a wide range of materials including seemingly “unweldable” metals i.e., refractory metals, chemically active metals, dissimilar metal combinations. Reflective metals such as copper, aluminum or gold are not suited for laser welding due to photon reflection. Green or blue diode lasers could further improve laser weldability.
In order to improve the metallurgical properties and the penetration of laser beam welding, EVOBEAM focuses on solutions for laser welding in vacuum.
Laser Beam Welding Principle
The Laser welding or laser beam welding (LBW) process can be applied for keyhole welding or for heat conduction welding.
The beam as a concentrated heat source, allows for narrow welds and high welding speeds.
30µm focal spot diameter are possible depending on the laser type, scanner device and optical lens system.
In keyhole welding mode, highly focused light of the same wave length strikes material in phase at the focal spot.
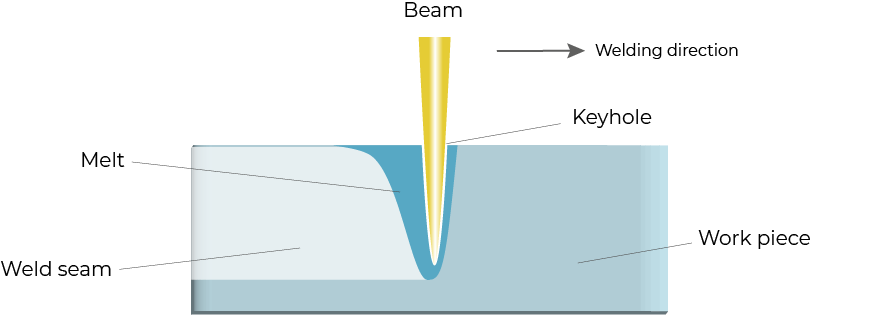
A high quantity of energy is released. The base metal evaporates and creates vapor capillary or keyhole through which the laser penetrates deep into the material and melts the sides of the components to be joined.
This way, weld seams with a high aspect ratio (depth-to-width) in the fusion zone are achieved in a vacuum. The laser beam moves the keyhole and the weld pool forwards. The material continuously melts at the front of the moving keyhole. It floats around to the back, where the molten material solidifies.
Laser in Vacuum Welding Features and Benefits
In addition to the core features of laser beam welding, application of vacuum conditions significantly improve performance and quality of laser welds and the overall welding process.
The following aspects focus on laser in vacuum welding properties.
- Impact of vacuum conditions on metallurgical properties of weld and weld depth:
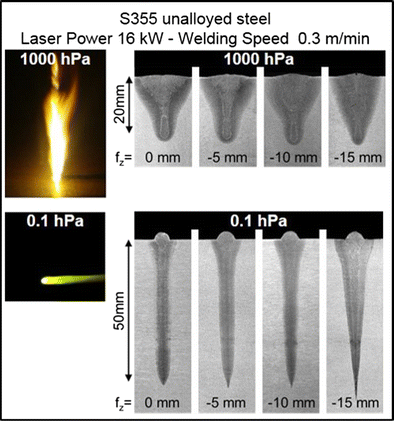
The vacuum promotes degasification. This reduces probability of pore formation to a non-detectable level. In addition, the risk of hot cracks is minimized as well. The possible penetration depth can be nearly doubled with the same beam power. With this deep penetration, the weld seams can be as narrow as in electron beam welding.
- Particularly clean process environment:
Welding spatter minized or avoided in vacuum conditions. Due to that, potentially no post-weld treatment or post-processing cleaning is necessary, which saves additional processing steps and production time.
- Welding of oxygen affine metals such as tungsten or titanium:
Virtually no shielding gas is necessary for welding. This avoids consumables e.g. argon gas, etc.
- Resilience towards magnetism:
The laser beam consists of photons and can therefore also weld magnetic materials. Magnetic clamping devices for fixing and positioning the workpieces in the process chamber can be applied. Demagnetization of the workpiece prior to the laser welding is unnecessary which reduces the cycle time and shortens the process chain. Even inductive heating is possible during the welding process.
- No hazards by X-rays:
The generation of the laser beam does not generate X-rays. An all-metal vacuum chamber already provides sufficient protection against laser reflections.
- No filler material needed:
Similar to EBW (Electron Beam Welding), joining metals and alloys requires no filler material as opposed to arc welding.
- Fully automated welding:
Fully automated laser beam welders enable extremely precise repeatability and full traceability of relevant welding parameters during the weld itself per workpiece. So, the welding process of each item can be securely controlled and documented. This is essential for validated processes as for example in aerospace industry. This does not only apply for the production of original equipment for aviation and space crafts, but as well as for the MRO operations (Maintenance, Repair, Overhaul). Welding with the laser in vacuum facilitates the repair process due to extremely low heat input and low distortion of the component, while supplying exceptional weld strength.
- Vacuum chambers available in different sizes:
The vacuum chamber size of Evobeam laser in vacuum (LaVa) welding machines are adapted to the specific application requirements in order to minimize volume and, thus, evacuation times. This significantly reduces the overall cycle time for welding and improving overall productivity.
- Diode laser source:
Diode fiber laser as source efficiently generate a laser beam. Evobeam we offer laser powers ≤ 15kW.
Laser Beam Welding Additional Information
Laser Beam Welding (LBW) in atmosphere conditions (non-vacuum) is in general a versatile process:
capable of welding stainless steel, carbon steels, HSLA steels, aluminum, and titanium.
In most of these cases, shielding gas needs to be applied. The weld quality is high regarding precision and similar to that of the electron beam. However, metallurgical properties of laser beam welding are not matching those of EB welding.
Laser enables higher weld quality and significantly higher welding speeds than arc welding: in comparison to GTAW (Gas Tungsten Arc Welding) only one pass is needed and the weld rate is significantly lower.
The welding speed is proportional to the laser power and depends on the material and its thickness. The high power capability and good beam quality of fiber lasers make them especially suitable for high volume applications.
Laser beam welding systems are widely applied in the automotive industry and their supplier network. Further industries amongst others are: aerospace, fabrication of electrical devices (e.g. sensors, etc.) and medical technology.
Laser welding and electron beam welding have following commonalities:
- High and very localized heat input causing a very narrow fusion zone and heat affected zone (HAZ). This results in high cooling rates and extremely low distortion and warpage
- High welding speeds with deep penetration
- High energy density at focal spot
- Non-contact method which is positive for the longevity of the welding machine
- Fit-up and preparation of weld joint is essential for weld results
- Fully automated, precise, repeatable welding
The differences between both these technologies are:
- LBW utilizes heat from a high-density coherent laser beam while EBW utilizes a concentrated beam of high-velocity electrons
- Laser welding can be used for magnetic materials and magnetic devices for clamping and positioning can be applied
- Electron beam welds reflective metals
When comparing laser in vacuum welding with electron beam welding, including process performance, CAPEX (capital expenditures), OPEX (operational expenditures) as well as space and safety requirements, there is no clear winner at first glance.
The decision has to be based on the application (materials, mechanical properties and dimensions) and expected results as well as scope of different workpieces to be welded in that respective machine. Taking into account the long life time of electron beam welders and laser beam welders (>20 years), both can be very cost effective.
In addition to the electron beam systems, Evobeam offers laser beam welding systems in order to be able to supply the optimal solution for the weld tasks.
Laser in Vacuum - Systems & Options
Versatile range of laser in vacuum machining solutions supported by our scope of services

