The energy input by the electron beam causes the formation of a vapor capillary. This capillary can penetrate the complete workpiece.
Once the electron beam is switched off, the vapor jet disappears and the molten material closes the capillary again. In order to create through holes, the molten material needs to be blown out quickly by a layer of explosively vaporizing material at the backside of the workpiece. Consequently, EBD cannot generate blind holes.
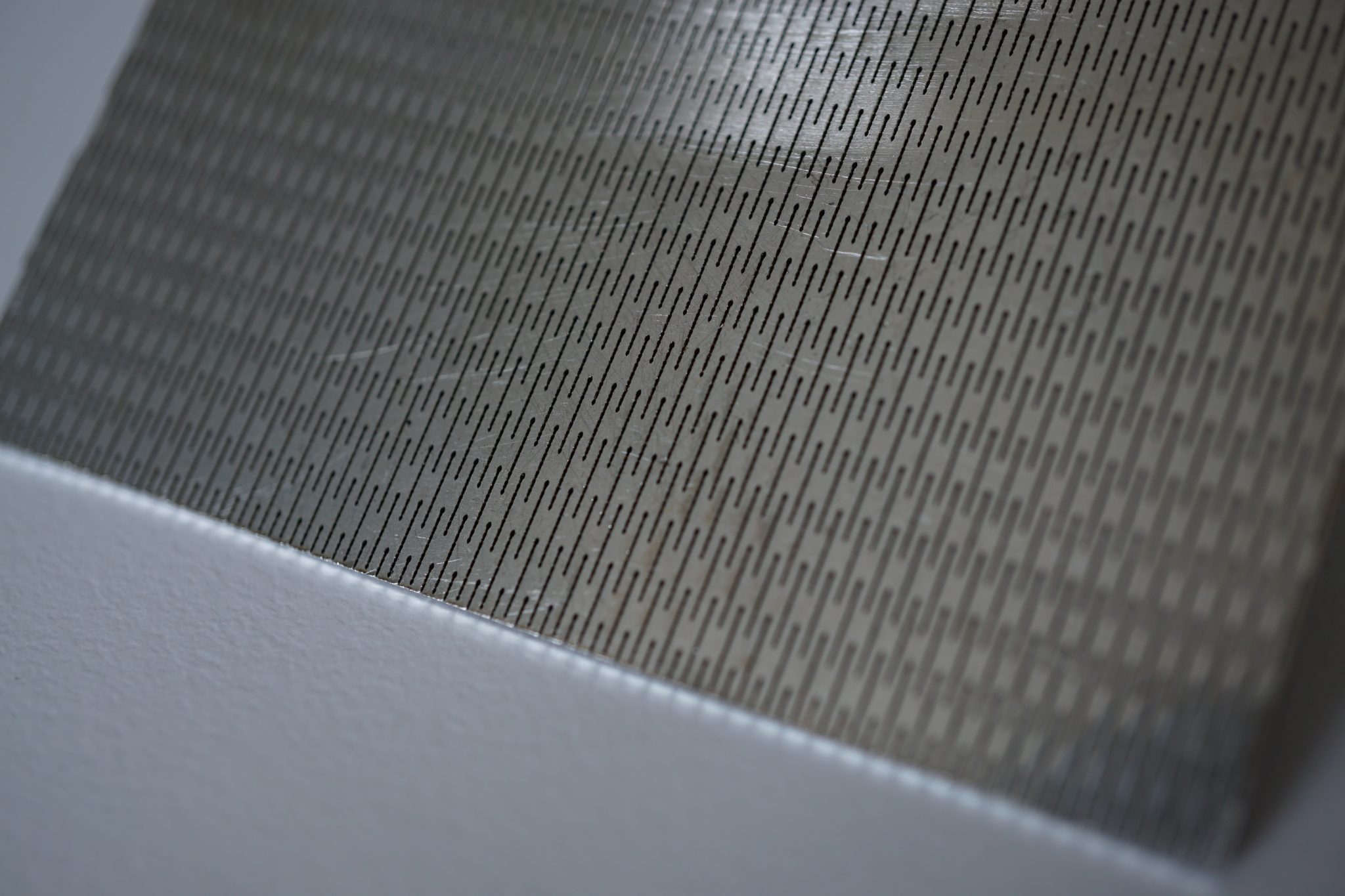
The drilled holes are not exactly cylindrical. In many products and components cylindrical holes are not necessary and neither are blind holes. This applies amongst others for filtration applications: e.g. pulp & paper, food & beverage process, waste water, etc. Actually, other aspects of EBD outweigh the mentioned disadvantages by far.