Electron Beam Welding
EB Welding can create very deep, slender and parallel seams. High welding speeds are possible, which minimize the workpiece heat input. Distortion and warpage are reduced or even avoided.
Welding is a fabrication process that joins materials, usually metals or thermoplastics, by using high heat or high pressure or both to melt the parts together and allowing them to cool, causing fusion.
Not all metals are weldable by itself and the combination of different metals
may challenge weldability.
Aside of the general benefits of Electron Beam Welding (see below), it enhances the scope for seemingly “unweldable” metals such as refractory metals, chemically active metals and reflecting metals.
The usual vacuum conditions of electron beam welding machines have a very positive impact on the metallurgical properties of the weld seam.


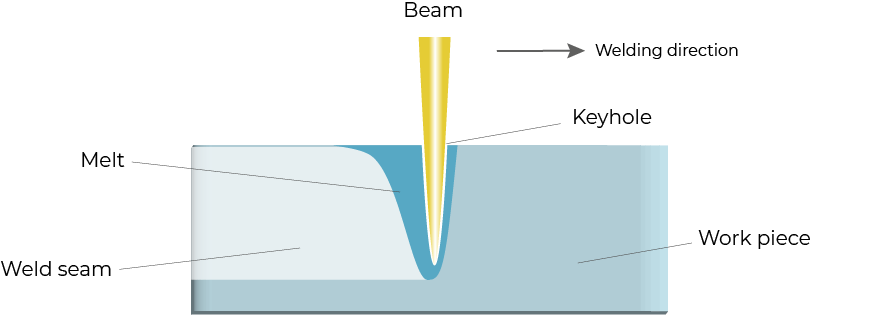
Electron Beam Welding Principle
As the electron particle beam proceeds, the keyhole progresses. At the front side of the moving keyhole, the material is continuously melting and floating around to the backside. There the molten material is solidifying.
Electron Beam Welding Features and Benefits
Electron beam welding has several features which are beneficial for the precision and durability of the weld.
- High-Vacuum conditions of around 10-4 mbar in the welding process chamber:
The vacuum degasses the molten material and thus reduces potential pores or other impurities in the molten pool. No additional inert gases or flux for protecting the weld pool from oxidation is necessary. - Extreme versatile beam properties:
The beam parameters with respect to focusing level, beam power intensity, quasi inertia-free deflection, can be precisely controlled. This has a significant positive impact on the results of the overall welding process with respect to weld quality and productivity. - Welding speeds up to 200 mm/s are possible with minimal distortion or warpage of workpiece:
Electron beam extremely concentrates local heating of the workpiece within miliseconds and enables narrow welds and heat affected zones (HAZ). - Versatile range of weldable material including difficult to weld materials:
Aside of steel and steel alloys, chemical active metals (e.g. titanium, zirconium, beryllium) or even refractory metals (e.g. tungsten, molybdenum, niobium) can be welded. As the electron particle beam couples independently of the wavelength into optically reflective surfaces, even copper can be welded. - Energy efficient welding process:
Approx. 60 to 70% of the power supplied to the EB system is converted into beam power in the focal spot. In comparison to other welding technologies, e.g. laser or arc, electron beam welding is more energy efficient. - Deep welding with high ratio of weld seam depth-to-width up to 16:
High power density up to 107W/cm2 generates temperatures up to approx. 3,500°C at the base of the keyhole enable the deep welding effect of electron beam welding with penetrations of up to 250 mm (steel) and up to 500 mm (aluminum). - Fully automated welding:
Fully automated electron beam welders enable extremely precise repeatability and traceability of parameters during welding of each workpiece. So, the welding process of each item can be securely controlled and documented. This is essential for validated processes as i.e. in aerospace industry. This applies for the production of original equipment for aviation and space crafts and for MRO (Maintenance, Repair, Overhaul). The electron beam facilitates repair welding due to minimal heat input and low component distortion, while producing exceptionally strong welds. - Vacuum chambers (welding chambers) available in different sizes:
Evobeam adapts the vacuum chamber sizes of its electron beam welders to the specific application in order to minimize volume and evacuation times. This significantly reduces the overall cycle time for welding and improves overall productivity.
Electron Beam Welding Additional Information
In recent years, laser beam welding’s popularity has increased as it could cover some of the electron beam welding applications.
However, the laser beam’s energy efficiency and available beam power in comparison to EB Welding are significantly lower. Although the laser beam works also in non-vacuum conditions, several studies and industry applications show, that laser welding in vacuum can nearly double the achievable weld penetration given the same beam power.
Therefore, Evobeam also offers systems for Laser in Vacuum Welding.
We can supply the optimum solution for the specific laser welding in vacuum application for high productivity:
cost-effective, fast, versatile and with highest weld quality. This is why we have successfully supplied our solutions to the demanding aerospace industry and automotive industry amongst others.
Electron Beam - Systems & Options
Versatile range of electron beam machining solutions supported by our scope of services

