Electron Beam (EB) has a long history: In 1879, Sir William Crookes demonstrated that this technology could melt metal, for the first time.
The deep welding effect of the Electron Beam was discovered in 1957.
Constant innovations developed electron beam machining into a state-of-the-art technology. A wide range of applications are now more precise, more productive and economically in different markets and industries.
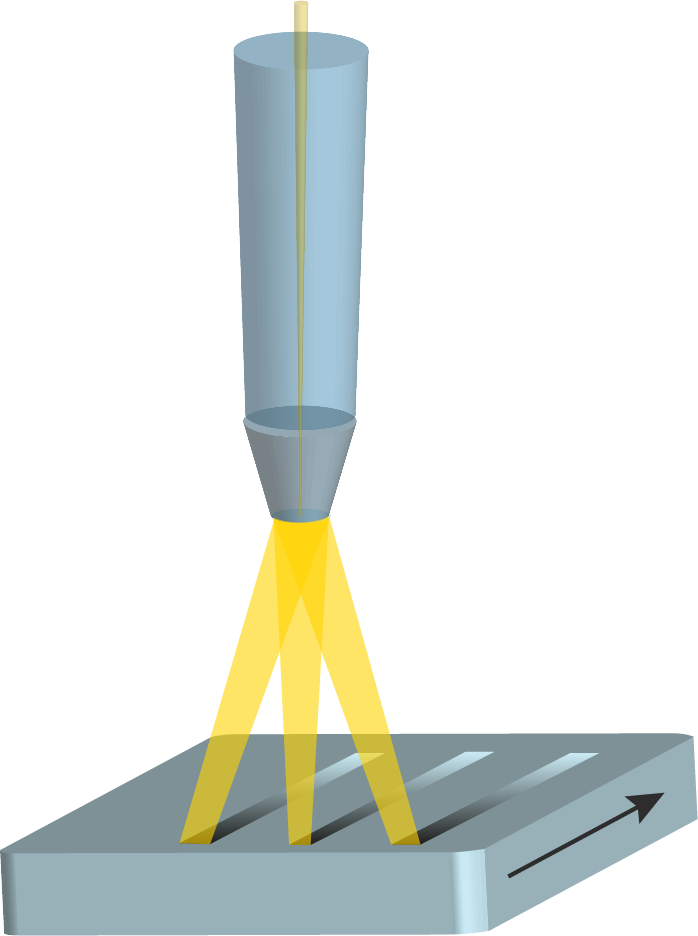
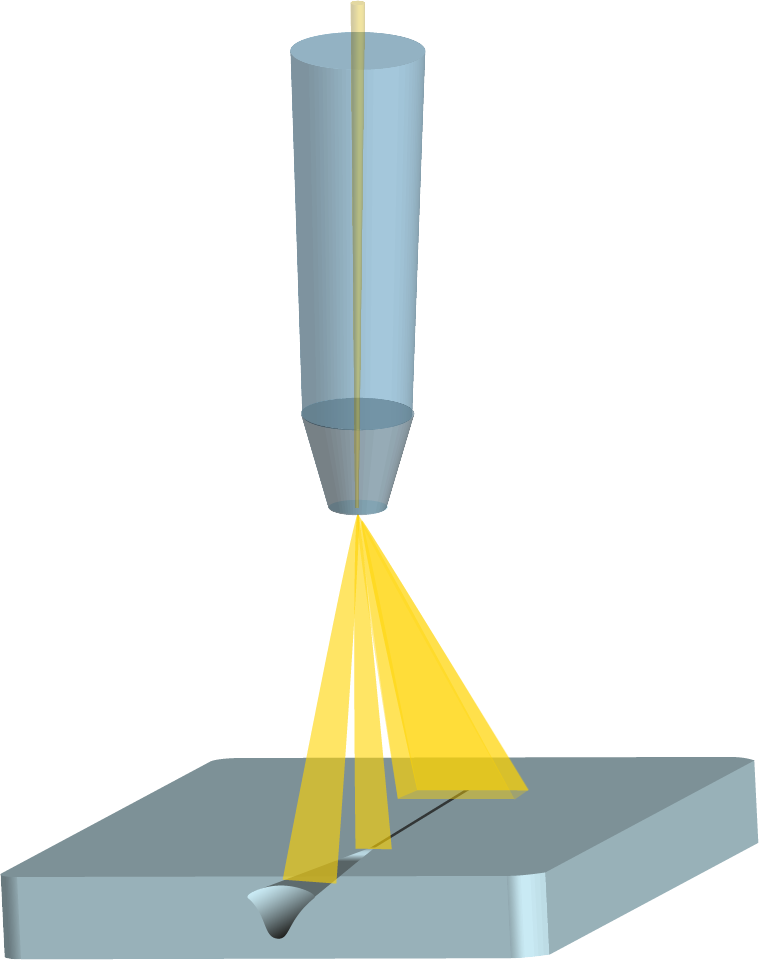
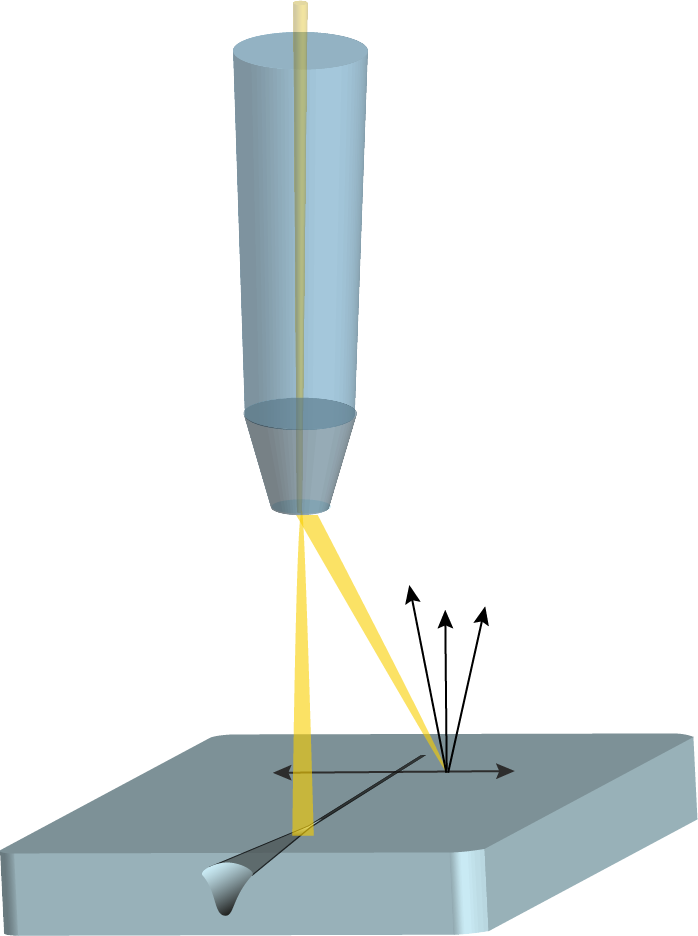
The real-time CNC-controlled, robust electron beam is welding metals with minimized energy input and distortion without filler material. This produces deep welds with a narrow heat affected zone in mechanically finished parts. As compared to a laser, it provides an energy efficient beam source with rapid beam deflection. Independent of the wavelength the particle beam couples into optically reflective surfaces of a broad spectrum of metals and even Copper or Aluminum.
Main features and benefits
- Very precise control of the Electron Beam
- Consistent quality assurance with utmost repeatability
- Enhanced design possibilities
- Vacuum conditions significantly improve metallurgical properties
- Wide range of beam power available